Aluminum Repair Examples
by Dick Maury
Aluminum welding is a good bit different from steel welding but can be done at home without a lot of exotic equipment. The welder I used is a Northern tool with the optional Spool Gun. I also have two gas tanks. The one for steel is 75% argon/25% CO2. The aluminum one is 100% Argon. The Argon one is the larger tank as it uses a lot more gas than steel welding. The regulator works for both tanks. This welder uses an inverter instead of a transformer so virtually no duty cycle. It also has infinitely variable controls for voltage and wire speed. Of note: a TIG welder would do a lot better but is a good bit more expensive. There are different types of aluminum wire. I just used a middle of the line and seems to work fine. On the pictures of the welded pieces below, most will get larger if you click on the picture for closer inspection.



This is a repair of an oil pan for a recent engine rebuild. I did not notice the crack until ready to install. The trick is to grind out a trough and then fill with weld. Grind smooth afterwards.


This is a example of a broken up timing cover. Someone stripped out the lower bolt hole so decided a 3/8 bolt would work better than the original 5/16" stud. It did not work well. Grind out the cracked and corroded aluminum, weld up, surface and then helocoil. I could have just tapped the hole but helicoils are stronger. 

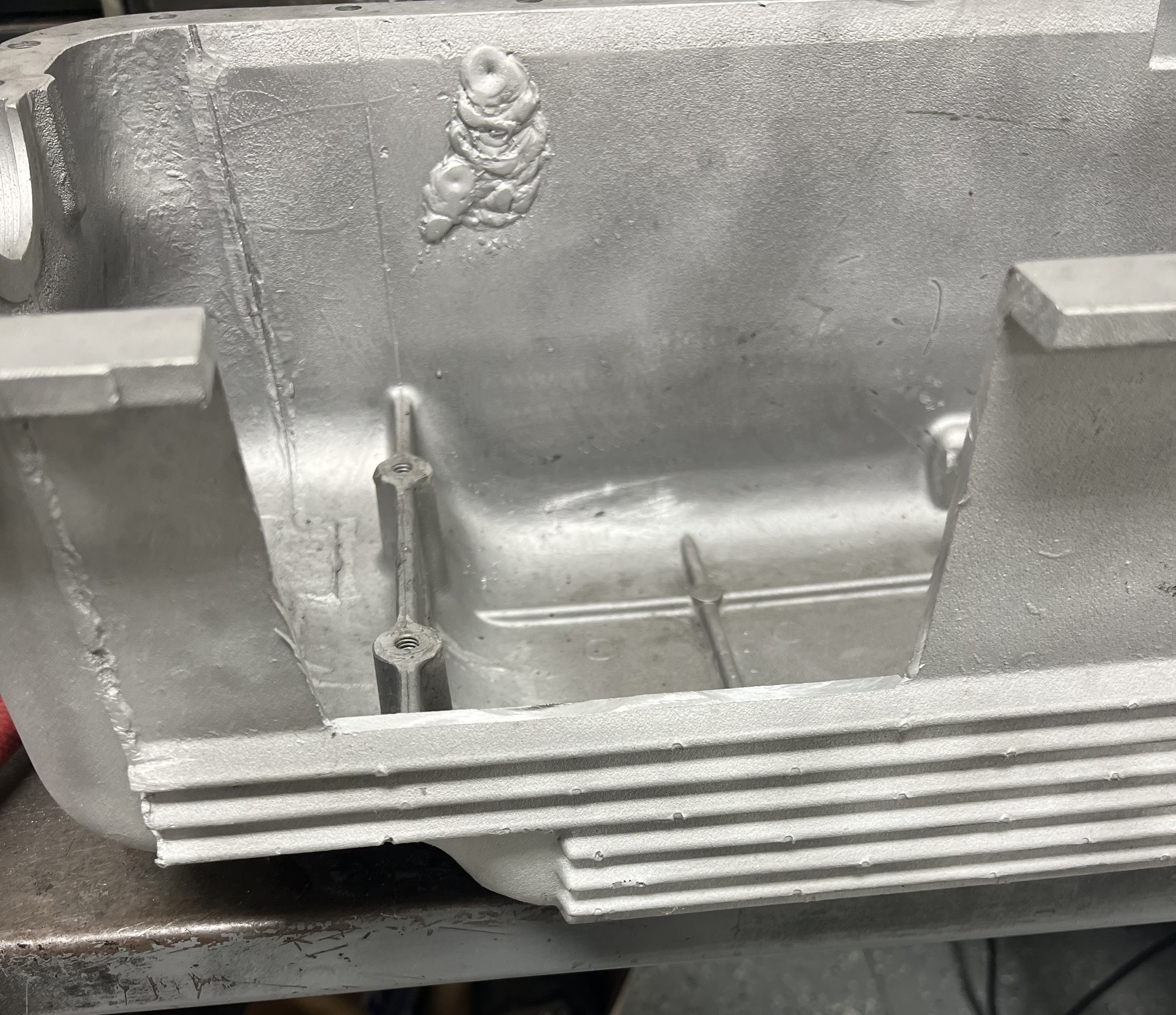
The following weld was a bit challenging. Oil pan off of a XKE that threw a rod. It knocked a hole in each side of the pan. With the price of oil pans going through the roof, it is worth some effort to repair. As you can see, there were two holes. The smaller one was repaired with a copper plate on the outside and filling on the inside. This leaves the outside rather smooth with minimal grinding needed. You can see the untouched welding on the inside. The larger opening required cutting out the deformed metal to a nice square so as to get a donor piece to weld in. The XJ6 uses a pan that has the same design in that area so not a problem to cut one out. XJ6 pans are plentiful vs the XKE pans. Then a matter of cut and fit. Using a gasket to make sure the bolt holes were in the correct position and then clamping in place to get ready for welding. Fresh cut metal is best for welding.